
")
Table of Contents
1. General
1.1 Definition
In this context a pump is defined as a machine used to generate a pressure differential in order to propel liquid through a piping system from one location to another.
1.2 Types of Pump
The three basic types of pump are centrifugal, reciprocating, and rotary. See below figures.
Centrifugal pumps are the most common. They are more economic in service and require less maintenance than other types. Rotation of the impeller blades produces a reduction in pressure at the center of the impeller. This causes liquid to flow onto the impeller from the suction nozzle thrown outwards along the blades by centrifugal force leaving the blade tips via the pump volute finally leaving the discharge nozzle, in a smooth, nonpulsating flow.
Reciprocating pumps are used where a precise amount of liquid is required to be delivered, also where the delivery pressure required is higher than can be achieved with other types. The liquid is moved by means of a piston in a cylinder after being drawn into the cylinder, through an inlet valve, as the piston moves down the cylinder. As the piston moves back up the cylinder the liquid is discharged at a pre-set pressure controlled by delivery valve.
The liquid is ejected from the cylinder into the piping system in pulses which are transmitted to the suction and discharge piping, thus hold downs could be required on the piping system. Rotary pumps are used to move heavy or very viscous fluids. These employ mechanical means such as gear, cam and screw, to move the fluid.
2. Centrifugal Pumps
2.1 Nett Positive Suction Head
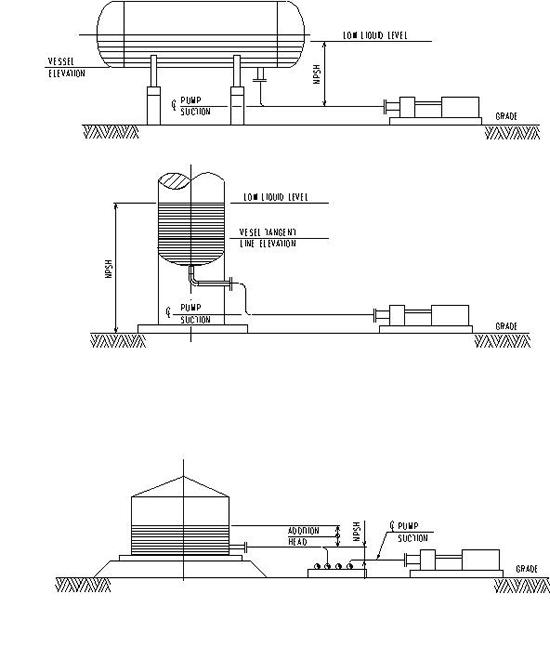
Centrifugal pumps must have their suction lines flooded at all times.
The suction piping has to be designed to avoid cavitation or prevent vopour entering the pump. Therefore, suction lines should fall continuously for a sufficient height from overhead source to pump.
The minimum vertical height required from source to pump suction is called the Nett Positive Suction Head, (NPSH). This is critical for efficient pump operation and must not be reduced. Vessel elevations are often dependent on the NPSH of its associated pump. See below figures.
2.2 Pump Types
There are three basic types of centrifugal pumps. Horizontal drive shaft with pump drive mounted remote from the line, vertical drive shaft with pump and drive mounted on the line, vertical barrel type with direct immersion suction facility. In each case the type refers to drive shaft direction.
The most common is the horizontal with its shaft in the horizontal, vertical in line pumps have their shafts vertical and the pump is installed in the pipe line, as a valve must be. Vertical can pumps are usually single stage, but horizontal and vertical can types can be multi-staged to obtain higher delivery pressures.
2.3 Suction Piping for Horizontal Pumps
Line Size
Suction piping is usually one or two line sizes larger than the pump suction nozzle size. Suction piping more than two sizes larger should be queried with Process Department.
Suction Nozzle Orientation
Centrifugal pumps are supplied with suction nozzles on the end of pump casing, axially in line with impeller shaft, also on top or side of pump casing. Usually pumps are specified with end or top suction for general services. Side suction pumps, with side discharge are frequently selected for large water duty. Also side suction - side discharge pumps can be obtained in multi-stage form for higher pressure differentials. These pumps tend to become very long, so if plot space is tight, consideration should be given to purchasing the pump in vertical form with a sump at grade. See below figures.
Flexibility of Suction Lines
Consistent with good piping practice, pump suction lines should be as short as possible, but with enough flexibility to absorb any pipe movement caused by temperature differentials and to maintain pump nozzle loads to within those permitted by pump vendor. For further details refer to section on piping flexibility.
Suction Line Fittings
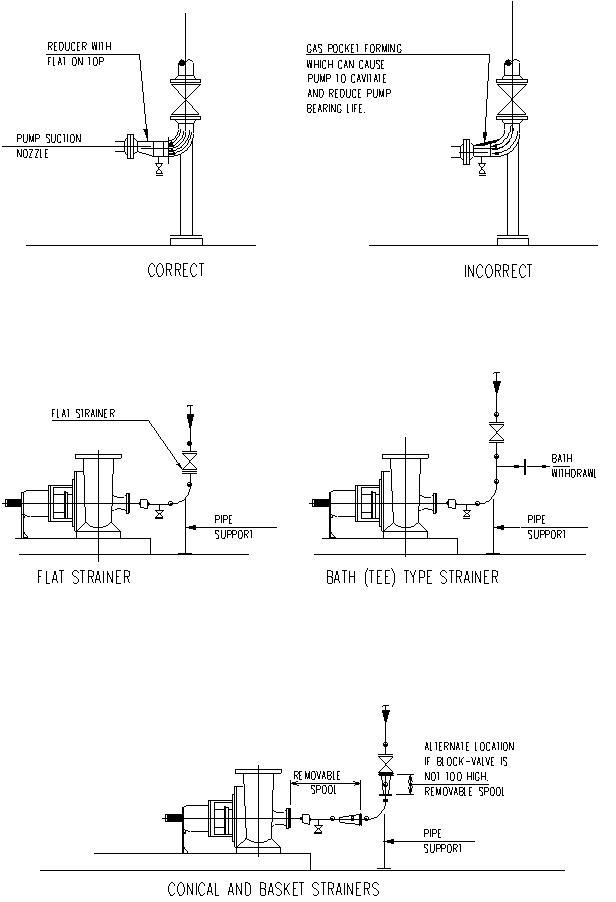
Due to suction line being larger than the suction nozzles, reducers are required in the line. Reducers should be as close as possible to nozzle. Eccentric reducers will be used with the flat on top for horizontal pumps. See below figures. For pumps with suction and discharge nozzles on top of casing, care must be taken to ensure that the flats on eccentric reducers are orientated so that suction and discharge lines do not foul each other. See below figures.
Temporary Startup Strainers
All pumps must have a temporary startup strainer in the suction line to prevent any pipe debris damaging the pump. Strainers will be located between pump suction block valve and pump. Strainers are available in the following styles : flat, basket, conical and bath or “tee” type.
For basket and conical types a removable spool piece must be provided downstream of suction block valve, which must not interfere with line supports. Both types have the advantage that the piping is left undisturbed and strainer element can be removed simply by removing the blind flange on the tee, thus leaving the piping and supports undisturbed. See below figures.
2.4 Discharge Piping for Horizontal Pumps
Line Size
Generally, discharge piping is one or two sizes larger than the pump discharge nozzle size.
Discharge Line Fittings
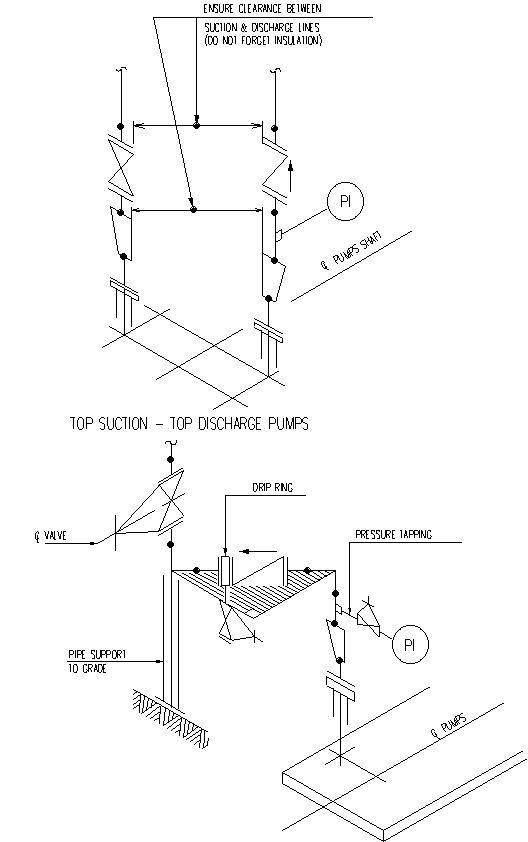
Due to discharge line being larger than the discharge nozzle eccentric reducers are required in the line. Reducers should be as close as possible to the nozzle, with top suction - top discharge pumps, care must be taken to ensure that the flats on eccentric reducers are orientated so that the lines do not foul each other.
A pressure gauge is located in the discharge line, and should be upstream of the check and gate valves which are usually flanged together with a dripring between them. When a level switch for pump protection is installed in the discharge line, upstream of block valves, ensure good access for maintenance of switch.
To enable good access to valve handwheels and ease of supporting, the discharge line should be turned flat after reducer, and the line angled away from the nozzle to enable the line to be supported from grade. See below figures.
Avoid supporting large lines from piperack structures if possible, this enables minimum size beam sections to be used and better access for pump removal and maintenance.
2.5 Side Suction and Discharge Horizontal Pump
This type of pump is usually installed in a large duty service with large bore lines. Never connect an elbow flange fitting makeup to the nozzle of suction line coming down to the pump. Supply a straight piece of pipe two pipe diameters long between the nozzle and elbow.
The two diameter pipe length can be eliminated if the elbow is in the horizontal, only eliminate pipe length if available space is tight. See below figures
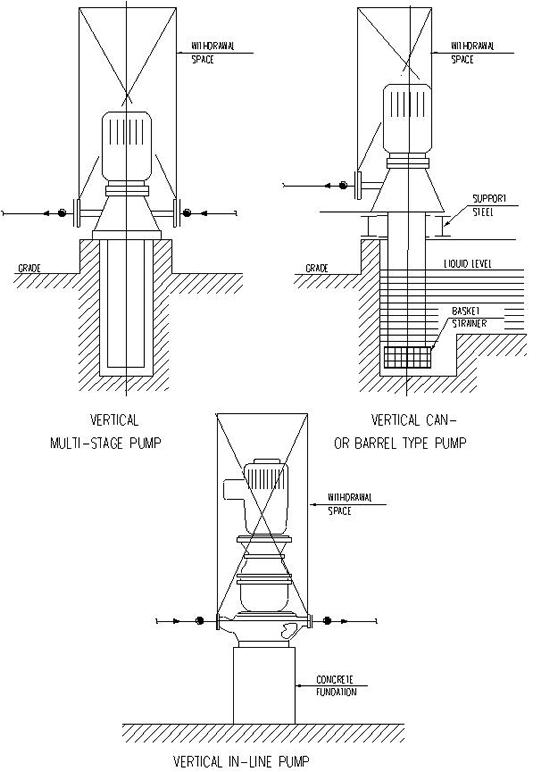
2.6 Vertical Pumps
Vertical pumps, also called can type or barrel type are used when available NPSH is very low or nonexistent.
Vertical In-Line Pumps
This type of pump is mounted directly into the pipe line, as a valve would be. For smaller sizes, the piping system supports the pump and motor, thus it is essential that the line is supported local to the pump to prevent the line moving when the pump is removed. Also ensure that there is good access to pump for maintenance and withdrawal with no overhead obstructions for lifting out pump. Larger size in-line pumps have feet or lugs on the casing for supporting from grade or steelwork.
Vertical Can or Barrel Type
Usually this type of pump is installed in cooling tower water circulating service, retention ponds, and applications where NPSH is low and suction is taken from a sump below grade. In most cases, there is no suction piping to be considered, but the discharge line must be routed to ensure good access for pump maintenance, with no overhead obstructions for pump removal by a crane. See below figures.
3. Reciprocating Pumps
3.1 Types of Pumps
There are three classes of reciprocating pumps, piston, plunger and diaphragm.
Piston pumps are generally used where medium to high delivery pressures are required, such a high pressure flushing of vessel interiors, etc. These can be obtained in multi-cylinder form and can be single or double acting. Plunger pumps are usually used for metering or proportioning.
Frequently a variable speed drive or stroke adjusting mechanism is provided to vary the flow as desired.
Diaphragm pumps are invariably air driven and very compact, also there are no seals or packing exposed to the liquid being pumped which makes them ideal for handling hazardous or toxic liquids. These are often used for sump pump out. See below figures.
4. Rotary Pumps
4.1 Types of Pumps
There are two main classes of rotary pumps, gear or screw.
Gear pumps are usually employed to pump oils and nonabrasive fluids.
Screw pumps are usually used to pump heavy viscous fluids and nonabrasive sludges. Apart from maintaining good access to pumps for operation and maintenance each case should be treated on an individual basis.
5. Pump Drivers
5.1 Types of Pump Drivers
The three most common types of driver are the electric motor, diesel engine, and steam turbine.
5.2 Electric motors are the most common pump driver and are of the totally enclosed, flame proof type suitable for zone 1 use. Their sizes range from small to very large which require their own cooling systems.
5.3 Diesel engines are usually to be found as drivers for fire-water pumps which are housed in a separate building away from the main complex.
5.4 Steam turbines used for pump drivers are ussualy single stage and the pump that they drive are invariably for standby service (spare).
5.4.1 Steam Nozzle Orientation
The steam inlet nozzle is usually on the right hand side when viewed from the pump coupling end of the turbine with the exhaust on the left hand side as standard. Turbines can be purchased with inlet and exhaust on the same side. This means that the piping designer can place the exhaust connection either on the same or opposite side from the inlet. Generally opposite side location of nozzles results in less piping congestion.
5.4.2 Inlet Piping
Steam inlets are furnished with strainers as part of the turbine for protection against pipe debris, therefore inlet piping must be designed with a removable section for strainer removal.
Steam supply to turbines must be moisture free at all times, otherwise damage to the turbine will occur if condensate enters the turbine while it is running. To separate condensate from steam a boot-leg must be installed up stream of the inlet block valve.
The two basic turbine installations are manual startup or automatic startup. The manual startup will have a gate valve in the steam supply near the turbine inlet. Upstream of the block valve a boot-leg must be installed with connections for blow-down and steam trap to remove any condensate in the steam supply. For automatic startup the gate valve is replaced with remote operated control valve, the boot-leg and traps are still required upstream as for manual startup.
Steam traps should be provided to keep the turbine casing free from condensate. These can be installed at the casing low point if a connection is provided or, on the outlet piping if the casing drains into the outlet system.
Note there must be a trap before any vertical rise which could form a pocket where condensate could collect.
5.4.3 Warm-up Bypass
On automatic startup a warm-up bypass must be provided around the control valve. This bypass is usually a “1” globe valve, and is partially opened to allow steam to keep the turbine constantly warm and slowly turning to prevent the shock of hot steam entering a cold turbine, and eliminate damage to turbine blades.
For manual startup it is recommended that a warm-up bypass be installed, but the job flowsheets will govern.
When a warm-up bypass is installed a steam trap on the casing keeps the system free of condensate. See below figures.
5.4.4 Exhaust Piping
Turbine exhausts are routed either to a closed exhaust steam system or to atmosphere. When exhaust is to a closed system there must be a block valve between turbine and main header, this block is always open during normal conditions and only closed for turbine maintenance or removal. Thought should be given to locating exhaust block valve on the piperack immediately before lines enter main header, this will prevent accidental closure of this valve. If the exhaust line is routed to atmosphere, the steam trap on turbine casing will not be installed, but replaced by gate valve partially open to allow condensate to drain off from casing. See below figures.
5.4.5 Rotor Withdrawal
Most small turbine casings are split along their horizontal axis and enough space above the turbine should be kept clear to allow for the top section of casing to be lifted clear of rotor by crane. See below figures.
6. Pump Harness Piping
Most pumps require external services to be piped to them for bearing cooling, bearing lubrication, seal flushing, venting and draining.
These requirements will be shown on utility flowsheets, and it is the piping designers responsibility to ensure that the actual geographic location of pumps with harnesses are correctly shown on the flowsheets. Though should be given to running subheaders to groups of pumps that have harness requirements. These subheaders must be sized and marked on flowsheet masters. Because branch lines to individual pumps are small diameter, i.e. 6 mm, it is advisable to take branch connections from the top of subheaders. This will eliminate pipe debris getting into the branch line and into the pump bearings, etc.
Care should be taken to ensure harness piping does not interfere with good operation and maintenance space.
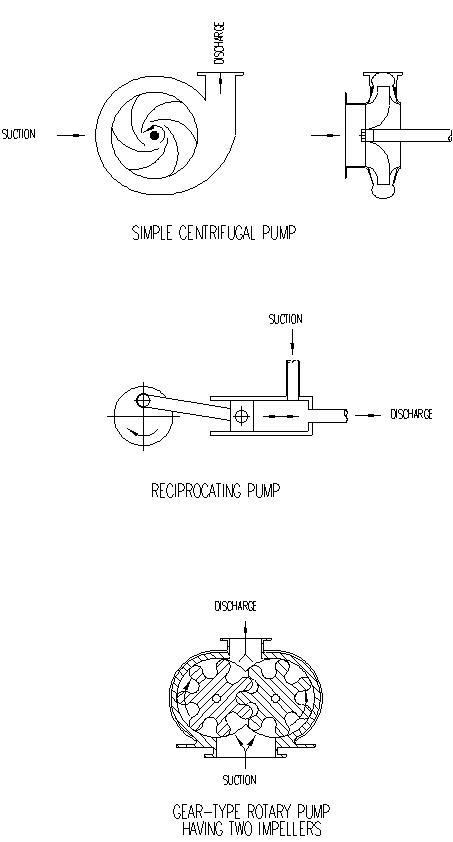
Gear-Type Rotary Pump Having Two Impellers
Conical And Basket Strainers
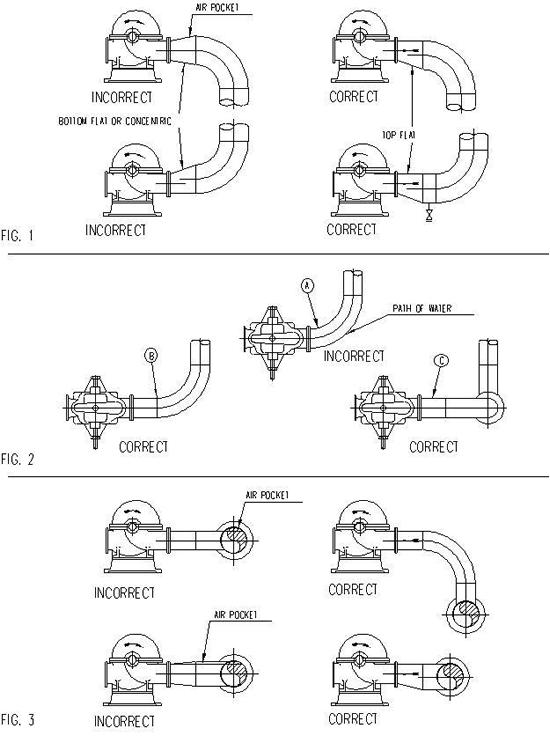
The above diagrams indicate correct and incorrect methods of attaching suction piping.
Fig. 1 Shows air pocket formed along upper side of pipe by sing concentric reducer.
Fig. 2 (A) Horizontal ell directly into pump suction results in an unbalanced thrust on pump bearings. (B) Use spool piece 3 pipe diameters long or long radius ell with center vertical vane. (C) May be installed with or without spool piece but 2 pipe diameters spool is preferred.
Fig. 3 Shows proper method of connecting pump suction to a suction header in order to avoid air pockets.
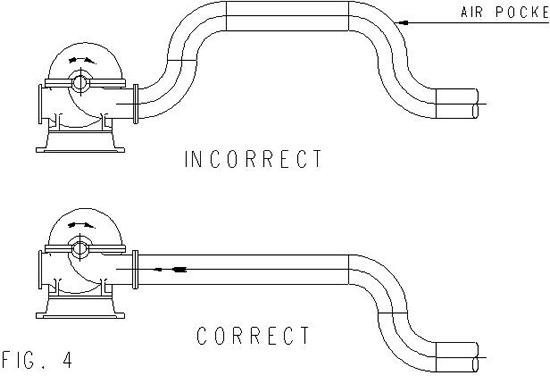
Fig. 4 Represents a common error made suction piping to a centrifugal pump by placing piping over an embankment of a reservoir, or other obstruction.
SUCTION PIPING: The suction piping should be as direct and short as possible. In general it should be one or two sizes larger than pump nozzle. If changes from one pipe size to another are necessary, standard reducers should be used. Correct and incorrect ways are shown in the picture referred to above.
AUTOMATIC START-UP
MANUAL START-UP